ЭјеОЪзвГ
ЦѓвЕМђНщ
ВњЦЗЗжРр
ВњЦЗНщЩм
ЖЅАюЗНАИ
ПЭЛЇАИР§
аТЮХЖЏЬЌ
ММЪѕЮФеТ
ЦѓвЕВЉПЭ
ВњЦЗСаБэ
ЪлКѓЗўЮё
СЊЯЕЮвУЧ
ЪзвГ
ВњЦЗНщЩм
НЈЩшЗНАИ
ПЭЛЇАИР§
СЊЯЕЮвУЧ
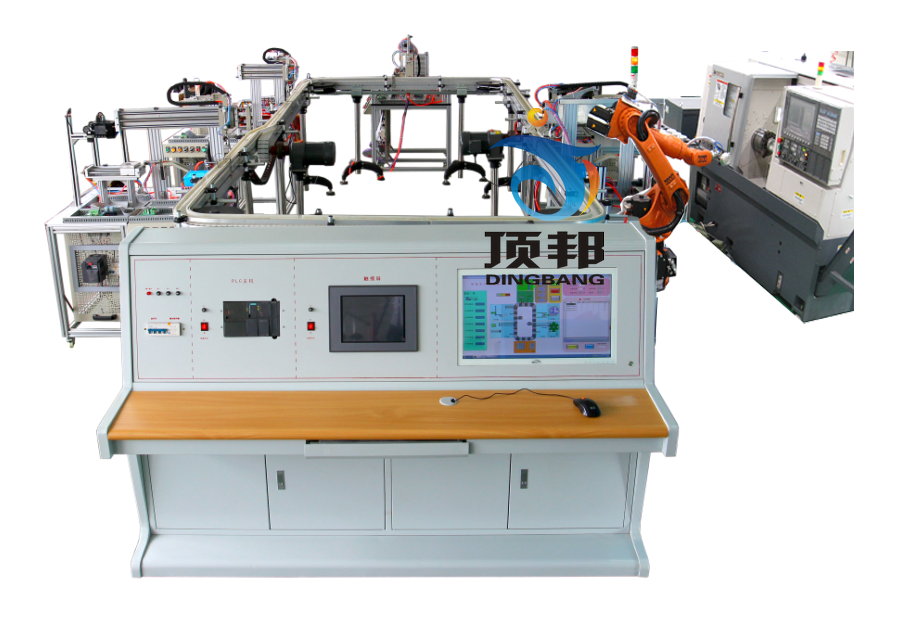
ШсаджЦдьЪЕбЕЯЕЭГ,ШсадздЖЏЛЏЯШНјжЦдьЪЕбЕзАжУ
DBGJS-3
FMSШсадЩњВњжЦдьЪЕбщЯЕЭГ
ЃЈЙЄГЬаЭЃЉ
вЛЁЂВњЦЗИХЪі
1ЁЂзщГЩ
FMSШсадЩњВњжЦдьЪЕбщЯЕЭГ
ЃЈЙЄГЬаЭЃЉЪЧЪЙгУШсаджЦдьММЪѕжазюОпгаДњБэадЕФжЦдьздЖЏЛЏЯЕЭГЃЌПЩЪЕЯжЖрЦЗжжЁЂжааЁХњСПЕФМгЙЄЙмРэЁЃШсаджЦдьММЪѕЪЧдкздЖЏЛЏММЪѕЁЂаХЯЂММЪѕМАжЦдьММЪѕЕФЛљДЁЩЯЃЌНЋвдЭљЦѓвЕжаЯрЛЅЖРСЂЕФЙЄГЬЩшМЦЁЂЩњВњжЦдьМАОгЊЙмРэЕШЙ§ГЬЃЌдкМЦЫуЛњМАЦфШэМўЕФжЇГХЯТЃЌЙЙГЩвЛИіИВИЧећИіЦѓвЕЕФЭъећЖјгаЛњЕФЯЕЭГЃЌвдЪЕЯжШЋОжЖЏЬЌзюгХЛЏЃЌзмЬхИпаЇвцЁЂИпШсадЃЌВЂНјЖјгЎЕУОКељШЋЪЄЕФжЧФмжЦдьММЪѕЁЃЫќЪЧЕБНёЪРНчжЦдьздЖЏЛЏММЪѕЗЂеЙЕФЧАбиПЦММЁЃ
зЈУХЮЊжАвЕдКаЃЁЂжАвЕНЬг§ХрбЕЛњЙЙбажЦЕФFMSШсадЩњВњЪЕбщЯЕЭГЃЌИљОнЛњЕчРрЁЂздЖЏЛЏРрЁЂЯШНјжЦдьРраавЕЁЂЦѓвЕжаЙЄвЕЖдЙЄвЕЯжГЁЩшБИНјааЬсСЖКЭХЈЫѕЃЌВЂеыЖдЪЕбщНЬбЇЛюЖЏНјаазЈУХЩшМЦЃЌШкЛњЁЂЙтЁЂЕчЁЂЦјЃЌАќКЌСЫPLCЁЂЛњЦїШЫЁЂДЋИаЦїЁЂЦјЖЏЁЂЙЄвЕПижЦЭјТчЁЂЕчЛњЧ§ЖЏгыПижЦЁЂМЦЫуЛњЕШжюЖрММЪѕСьгђЃЌећИіЯЕЭГгЩMESЩњВњЙмРэЯЕЭГздЖЏЛЏгІгУЕФЬиЕуЃЌЖдШсаджЦдьММЪѕЕФЙЄзїЙ§ГЬНјаабаОПЃЌЁЂMCGSМрПиЯЕЭГЁЂжїПиPLCКЭЯТЮЛPLCЭЈЙ§ЭјТчЭЈбЖММЪѕЙЙГЩвЛИіЭъећЕФЖрМЖМЦЫуЛњПижЦЯЕЭГЃЌЭЈЙ§бЕСЗЃЌЪЙбЇЩњСЫНтFMSЕФЛљБОзщГЩКЭЛљБОдРэЃЌШУбЇЩњШЋУцеЦЮеЛњЕчвЛЬхЛЏММЪѕЕФгІгУПЊЗЂКЭМЏГЩММЪѕЃЌАяжњбЇЩњДгЯЕЭГећЬхНЧЖШШЅШЯЪЖЁЃ
2ЁЂЙІФм
МШФмЭъГЩШЯжЊаЭКЭзлКЯаЭЪЕбщЪЕбЕЃЌгжФмЭъГЩПЊЗЂЩшМЦаЭЪЕбщЪЕбЕЃЌЛЙФмЪЕЯжбЇЩњЯжГЁЖЏЪжВйзїКЭЭјТчМЦЫуЛњЭЌВНЙлВтгыЗжЮіЯрНсКЯЃЛЖдбљМўОпгаШЋГЬбнЪОМАЩњВњФмСІЃЛЯЕЭГгІОпгаШЋздЖЏПижЦЙІФмЃЌФмГфЗжеЙЪОЯжДњЙЄвЕжаНјааЪ§зжЛЏЙмРэЩњВњЕФИїИіЛЗНкЃЛЯЕЭГгІОпгаЕЅЛњЖРСЂПижЦЁЂЖРСЂдЫааЙІФмЃЛЯЕЭГгІОпгаЦєЭЃПижЦЁЂЖЏЬЌзївЕМЦЛЎЕїЖШЁЂПтДцзЪдДЖЏЬЌЯдЪОЁЂЯЕЭГЙЪеЯеяЖЯгыДІРэЁЂЙЄМўЮЛжУЖЏЬЌЯдЪОЕШЕШЙІФмЁЃ
ИУЯЕЭГГ§ФмЗўЮёгкЙЄГЬбЕСЗЪЕМљНЬбЇЛЗНкЭтЃЌЛЙгІФмИВИЧЯрЙиПЮГЬЃЌВЂФмНјааЯрЙиЕФЪЕМљадНЬбЇЛЗНкЃЌОпЬхШчЯТЃК
ЃЈ1ЃЉПЩЗўЮёЕФЯрЙиПЮГЬ
Ъ§ПиММЪѕЁЂЛњЦїШЫММЪѕЛљДЁгыВйзїЁЂЛњаЕжЦдьЛљДЁЁЂЛњаЕЙЄГЬВтЪдММЪѕЁЂЛњЕчДЋЖЏПижЦЁЂвКбЙгыЦјбЙДЋЖЏЁЂЛњЦїШЫММЪѕгыгІгУЁЂЛњЕчвЛЬхЛЏЯЕЭГЩшМЦЁЂЪ§ПиММЪѕЁЂЛњЕчЯЕЭГЗТецЁЂCAD/CAMЁЂPLCдРэМАгІгУЁЂЪ§зжЛЏжЦдьММЪѕЁЂЛњЕчЩшБИЙЪеЯеяЖЯЁЂЯШНјжЦдьММЪѕЁЂЖржсЪ§ПиМгЙЄММЪѕЁЂащФтгыЗТецММЪѕЕШЃЌКЭЦфЫќЯрЙиПЮГЬЁЃ
ЃЈ2ЃЉНЬбЇбнЪОРрЯюФП
ШсадЛЏМгЙЄЯЕЭГбнЪОЁЂдЖГЬПижЦбнЪОЁЂЛњЕчПиЙмвЛЬхЛЏММЪѕбнЪОЁЂздЖЏДЋЪфЯЕЭГбнЪОЁЂЙЄМўздЖЏзАХфбнЪОЁЂЪ§ПиБрГЬЪЙгУЁЂЛњЦїШЫБрГЬЪЙгУЁЂВњЦЗздЖЏВжДЂЯЕЭГбнЪОЕШЕШЁЃ
ЃЈ3ЃЉзЈвЕзлКЯбЕСЗРрЁЂЩшМЦРрЕШЯюФП
ЛњаЕжЦдьММЪѕЯюФПзлКЯбЕСЗЁЂЛњДВМьВтзлКЯЪЕбщЁЂЪ§зжЛЏММЪѕЯюФПзлКЯбЕСЗЁЂЖржсЪ§ПиММЪѕЯюФПзлКЯбЕСЗЁЂЛњЕчПижЦзлКЯЪЕбщЁЂЛњЕчвЛЬхЛЏЯЕЭГзлКЯЩшМЦЁЂЛњЕчвЛЬхЛЏЯЕЭГзлКЯЩшМЦЁЂЙЄМўДЋЪфЯпгІгУЩшМЦЁЂЙЄМўзАХфЯюФПгІгУЩшМЦЁЂСЂЬхВжПтгІгУЩшМЦЁЂЦјбЙЯЕЭГгІгУЩшМЦЁЂЯЕЭГЙЉЕчЗНАИгІгУЩшМЦЁЂМЦЫуЛњИЈжњЙЄвеЙцГЬЩшМЦЁЂЪ§ОнПтгІгУМАПЊЗЂЁЂзмПиЯЕЭГЕФгІгУгыПЊЗЂЁЂДЋИаЦїгІгУгыбЁдёЁЂPLCгІгУБрГЬЩшМЦЁЂPLCЭјИёЭЈбЖгІгУЁЂЫХЗўЧ§ЖЏгІгУЁЂШЫЛњНчУцБрГЬЩшМЦЁЂдЖГЬзщЬЌЯЕЭГЩшМЦЁЂЩњВњЪЕЯАЁЂБЯвЕЪЕЯАЁЂБЯвЕЩшМЦЕШЕШЁЃ
ЖўЁЂММЪѕадФм
1. ЪфШыЕчдДЃКЕЅЯрШ§ЯпЁЋ220V±10% 50Hz
2. ЙЄзїЛЗОГЃКЮТЖШ-10ЁцЁЋ+40Ёц ЯрЖдЪЊЖШ≤85%ЃЈ25ЁцЃЉ КЃАЮЃМ4000m
3. зАжУШнСПЃКЃМ2.5kVA
4. ЭтаЮГпДчЃК7000mm×5500mm×2400mm
5. АВШЋБЃЛЄЃКОпгаТЉЕчБЃЛЄЃЌАВШЋЗћКЯЙњМвБъзМ
Ш§ЁЂЪЕбЕФкШн
1ЁЂPLCЕФЩшМЦгыгІгУ
(1) Ъ§ОнДЋЪфЙІФмЪЕбЕ
(2) ЖЈЪБЁЂМЦЪ§ЁЂвЦЮЛЙІФмЪЕбЕ
(3) БШНЯЙІФмЪЕбЕ
(4) ВННјЙІФмЕФгІгУЪЕбЕ
(5) ЬјзЊЙІФмЕФгІгУЪЕбЕ
(6) згГЬађЕїгУЙІФмЕФгІгУЪЕбЕ
(7) жаЖЯПижЦЙІФмЕФгІгУЪЕбЕ
(8) БфЦЕЕїЫйЕФPWMПижЦЙІФмЕФгІгУЪЕбЕ
(9) ЫХЗўЕчЛњЫйЖШЮЛжУПижЦЙІФмЕФгІгУЪЕбЕ
(10) МьВтЯЕЭГЕФГЬађЩшМЦ
(11) БфЦЕЕїЫйЛЗааздЖЏДЋЪфЯЕЭГЕФГЬађЩшМЦ
(12) здЖЏДЂДцЯЕЭГЕФГЬађЩшМЦ
2ЁЂДЋИаЦїММЪѕМАгІгУ
(1) ЙтЕчДЋИаЦїЕФЬиадбаОПМАгІгУ
(2) ЕчИаДЋИаЦїЕФЬиадбаОПМАгІгУ
(3) ЕчДХДЋИаЦїЕФЬиадбаОПМАгІгУ
(4) ЮЛжУДЋИаЦїЕФЬиадбаОПМАгІгУ
3ЁЂЦјЖЏПижЦММЪѕ
(1) ЕчПиЦјЖЏЗЇЕФЙЄзїдРэМАгІгУ
(2) ецПеЗЂЩњЦїЕФЙЄзїдРэМАгІгУ
(3) ЦјЖЏЖўСЊЬхЕФЙЄзїдРэМАгІгУ
(4) ИїжжЦјИзЕФЙЄзїдРэМАгІгУ
4ЁЂдЫЖЏПижЦЯЕЭГ
(1) ЫХЗўЕчЛњЖЈЮЛЕФПижЦММЪѕ
(2) жБСїЕчЛњЕФПижЦММЪѕ
(3) НЛСїЕчЛњЕФБфЦЕЕїЫйММЪѕ
(4) ВННјЕчЛњЕФЖЈЮЛПижЦММЪѕ
5ЁЂзщЬЌМрПиМАШЫЛњНчУцММЪѕ
(1) зщЬЌМрПиШэМўЕФЛљБОгІгУ
(2) зщЬЌМрПиШэМўЭЈаХгІгУЪЕбЕ
6ЁЂЛњаЕНсЙЙбЕСЗММЪѕ
(1) ЭЌВНДјДЋЖЏЛњЙЙЕФЩшМЦМАЬиадбаОП
(2) жБГнТжДЋЖЏЛњЙЙЕФЩшМЦМАЬиадбаОП
(3) зЖГнТжДЋЖЏЛњЙЙЕФЩшМЦМАЬиадбаОП
(4) жБЯпЕМЙьЕФЩшМЦМАЬиадбаОП
(5) ЙіжщЫПИЫЕФЬиадбаОПМАгІгУ
7ЁЂЙЪеЯМьВтММЪѕММФмХрбЕ
(1) ГЬађЙЪеЯЩшжУЕФХХГ§бЕСЗ
(2) ВЮЪ§ЙЪеЯЩшжУЕФХХГ§бЕСЗ
(3) ЕчЦјНгЯпЙЪеЯЩшжУЕФХХГ§бЕСЗ
(4) ЛњаЕЙЪеЯЩшжУЕФХХГ§бЕСЗ
8ЁЂЭјТчЭЈбЖММЪѕКЭPROFIBUSзмЯпММЪѕ
(1) ЭјТчЭЈбЖЛљДЁЕФдРэгыгІгУ
(2) PROFIBUS-DPФЃПщЕФбаОПгыгІгУ
(3) PROFIBUSЭЈбЖавщЕФбаОПгыгІгУ
(4) PROFIBUSжїеОгыДгеОжЎМфЕФЭЈбЖбаОП
9ЁЂЙЄвЕЛњЦїШЫЪЕбЕ
(1) ЙЄвЕЛњЦїШЫЪОНЬЕЅдЊЪЙгУ
(2) ЙЄвЕЛњЦїШЫЛљБОжИСюВйзїгыЮЛжУЕуЩшжУ
(3) ЙЄвЕЛњЦїШЫШэМўЪЙгУ
(4) ЙЄвЕЛњЦїШЫЙЄМўЕФИњзйзЅШЁ
(5) ЙЄвЕЛњЦїШЫГЩЦЗзщзАгыШыПт
10ЁЂЪ§ПиЯЕЭГЪЕбЕ
(1) Ъ§ПиЯЕЭГЕФЪЙгУВйзї
(2) Ъ§ПиБрГЬ
(3) Ъ§ПиЯЕЭГЕФЕїЪд
ЫФЁЂЯЕЭГзщГЩ
1ЁЂЯЕЭГЕФгВМўгЩОХИіЛљБОЕЅдЊеОзщГЩ
ЃЈвЛЃЉзмПиЦНЬЈ
змПиЦНЬЈжївЊгЩЕЅЯрЕчЭјЕчбЙжИЪОЁЂЕчдДПижЦВПЗжЁЂПижЦжїЛњЁЂзДЬЌжИЪОЕЦЁЂ10.4гЂДчЙЄвЕВЪЩЋДЅУўЦСS7-315жїЛњЃЌЕчФдЕШзщГЩЃЌжївЊЭъГЩМрЪгИїЗжеОЕФЙЄзїзДЬЌВЂаЕїИїеОдЫааЃЌЭъГЩЙЄвЕПижЦЭјТчЕФМЏГЩЁЃ
ЃЈЖўЃЉ1ЁЂЩЯСЯЕЅдЊ
ЩЯСЯЕЅдЊжївЊгЩСЯЖЗЁЂЛизЊЬЈЁЂТна§ЕМСЯЛњЙЙЁЂжБСїМѕЫйЕчЛњЁЂЙтЕчПЊЙиЕШзщГЩЁЃжївЊЭъГЩНЋЙЄМўДгЛиДЋЩЯСЯЬЈвРДЮЫЭЕНАсдЫЙЄЮЛЁЃ
2ЁЂАсдЫЕЅдЊ
гЩЛњаЕЪжЁЂвЦЖЏЛЌЬЈЁЂАВзАЙЄзїЬЈЁЂЙЄвЕЕМЙьЁЂГнТжГнЬѕЁЂХфжиПщЕШзщГЩЃЌжївЊЭъГЩЖдЙЄМўЕФАсдЫЁЃ
(Ш§)1ЁЂ 6здгЩЖШЙЄвЕЛњЦїШЫЕЅдЊ
гЩ6здгЩЖШЙЄвЕЛњЦїШЫЁЂзЅШЁЛњЙЙЁЂЦјзІЕШзщГЩЃЌжївЊЭъГЩЖдЙЄМўЕФЬсШЁМААсдЫАВзАЁЃ
2ЁЂМгЙЄжааФ
Ъ§ПиМгЙЄжааФЬЈЭхBT40жїжсЕЅдЊЃЈ8000зЊЃЉЖЗѓв12АбЕЖПтЃЌЮфККЛЊжаЫХЗўЪ§ПиЯЕЭГШ§жсЯпЙцЃЌЖЈЮЛОЋЖШ0.005mmШЋЗРЛЄЩшМЦЃЌУРЙлДѓЗНЁЃХфжУ3.7kwЫХЗўжїжсЃЌПЩИеадЙЅЫПЁЃ
(Ш§) 1ЁЂАсдЫЕЅдЊ
гЩЮоИЫЦјИзЁЂЬсРЦјИзЁЂЛњаЕЪжзІЁЂЗЯСЯЬЈЕШзщГЩЃЌжївЊЭъГЩЖдЙЄМўЕФАсдЫЗжМ№ЁЃ
2ЁЂЭМЯёаЮзДМьВтЕЅдЊ
ЭМЯёДІРэЕЅдЊжївЊгЩЙтдДЁЂОЕЭЗЁЂCCDееЯрЛњЁЂЭМЯёДІРэПижЦЦїЁЂЯдЪОЦїЕШзщГЩЁЃжївЊМьВтМгЙЄЭъГЩКѓЙЄМўЭтЙлаЮзДЦЗжЪЪЧЗёКЯИёЃЌЭЈЙ§ЩуЯёЭЗЛёШЁЙЄМўЕФЭМЯёЃЌгЩЭМЯёДІРэЦїЭъГЩЙЄМўКЯИёгыЗёЕФХаЖЯЃЌНЋВЛКЯИёЙЄМўЬоГ§ЁЃ
ЃЈЫФЃЉ 1ЁЂАВзАЕЅдЊ
гЩСЯЭВЁЂЛЛСЯЛњЙЙЁЂЭЦСЯЛњЙЙЕШзщГЩЃЌжївЊЭъГЩЖдСНжжВЛЭЌЙЄМўЕФЩЯСЯМААВзАЁЃ
2ЁЂАсдЫЕЅдЊ
гЩЮоИЫЦјИзЁЂЬсРЦјИзЁЂЛњаЕЪжзІЁЂЗЯСЯЬЈЕШзщГЩЃЌжївЊЭъГЩЖдЙЄМўЕФАсдЫЗжМ№ЁЃ
(Юх) 1ЁЂВйзїЪжЕЅдЊ
гЩЛњаЕЪжЁЂКсБлЁЂЛизЊЬЈЁЂЛњаЕЪжзІЁЂЕШзщГЩЃЌжївЊЭъГЩЖдЙЄМўЕФАсдЫЁЃ
2ЁЂЗжРрДцДЂЕЅдЊ
гЩВННјЕчЛњЁЂЙіжщЫПИЫЁЂСЂЬхПтЁЂЭЦСЯЦјИзЁЂЕчДХЗЇЕШзщГЩЁЃжївЊЭъГЩЖдГЩЦЗЙЄМўЗжРрДцДЂЁЃ
ЃЈСљЃЉЛЗааздЖЏЪфЫЭЯп
ЛЗааздЖЏЪфЫЭЯпжївЊгЩТСКЯН№аЭВФЛљЬхЁЂЛЗааДЋЪфЯпЁЂздЖЏЕМЯђЛњЙЙЁЂБфЦЕЕїЫйЯЕЭГЁЂздЖЏЖЈЮЛЛњЙЙЕШзщГЩЁЃПЩЭъГЩЖдЙЄМўдкВЛЭЌЫйЖШЯТЕФЪфЫЭЃЌВЛЭЌЙЄЮЛЕФздЖЏЖЈЮЛЃЌДгЖјДѓДѓЬсИпСЫздЖЏЛЗаЮДЋЪфЯпЕФЙЄзїаЇТЪЁЃ
ЃЈЦпЃЉПижЦЯЕЭГ
ПижЦЯЕЭГжїеОВЩгУЮїУХзгS7-300(CPU315-2DP)ЃЌДгеОВЩгУЮїУХзгS7-200(CPU224)ЃЌИїеОжЎМфЪЙгУProfiBus-DPзмЯпНјааЭЈбЖЃЌS7-200ДгеОжївЊгУгкПижЦгыЧ§ЖЏЩшБИВуЃЌВЂЖдЯжГЁЗДРЁЕФаХКХНјааВЩМЏЃЌS7-300жїеОВЩМЏИїДгеОЪ§ОнЃЌаЕїИїеОдЫааЃЌВЂЮЊЩЯЮЛЛњЕФМрПиГЬађЬсЙЉЪ§ОнЃЌЭЌЪБЯЕЭГЛЙХфгаЙЄвЕвдЬЋЭјЭЈаХФЃПщКЭ10.4гЂДчВЪЩЋЙЄвЕДЅУўЦСЃЌНЋДЅУўЦСЁЂS7-300жїЛњЁЂЕчФдМфзщНЈГЩвдЬЋЭјТчЁЃПЩвдЭъГЩЯЕЭГПижЦЭјТчЕФМЏГЩЁЃ
ЩЯвЛЦЊЃК
жабыПеЕїЪЕбЕзАжУ,жабыПеЕїЯЕЭГЪЕбщЪЕбЕзАжУ
ЯТвЛЦЊЃК
ЕчНтЗЯЫЎЪдбщзАжУ,ЮлЫЎЕчНтЪЕбщзАжУ
ЪзвГ
ЕчЛАзЩбЏ
ЮЂаХзЩбЏ
ВњЦЗЗжРр
X
НиЦСЃЌЮЂаХЪЖБ№ЖўЮЌТы
ЮЂаХКХЃК
13817525788
ЃЈЕуЛїЮЂаХКХИДжЦЃЌЬэМгКУгбЃЉ
ДђПЊЮЂаХ
ЮЂаХКХвбИДжЦЃЌЧыДђПЊЮЂаХЬэМгзЩбЏЯъЧщЃЁ