什么是自动化柔性生产线?自动化柔性生产线是什么样子的?
一、什么是自动化柔性生产线?
柔性自动化生产线就是把多台可以调整的机床(多为专用机床)联结起来,配以自动运送装置组成的生产线。它依靠计算机管理,并将多种生产模式结合,从而能够减少生产成本做到物尽其用。
二、自动化柔性生产线有哪些特点?
1、在生产和装配的过程中,能够通过传感器或RFID自动进行数据采集,并通过电子看板显示实时的生产状态。
2、能够通过机器视觉和多种传感器进行质量检测,自动剔除不合格品,并对采集的质量数据进行SPC分析,找出质量问题的成因。
3、能够支持多种相似产品的混线生产和装配,灵活调整工艺,适应小批量、多品种的生产模式。
4、具有柔性,如果生产线上有设备出现故障,能够调整到其他设备生产。
5、针对人工操作的工位,能够给予智能的提示。
在大批量生产方式中,柔性和生产率是相互矛盾的。众所周知,只有品种单一、批量大、设备专用、工艺稳定、效率高,才能构成规模经济效益;反之,多品种、小批量生产,设备的专用性低,在加工形式相似的情况下,频繁的调整工夹具,工艺稳定难度增大,生产效率势必受到影响。为了同时提高制造工业的柔性和生产效率,使之在保证产品质量的前提下,缩短产品生产周期,降低产品成本,最终使中小批量生产能与大批量生产抗衡,柔性自动化系统便应运而生。
一、产品概述
1、组成
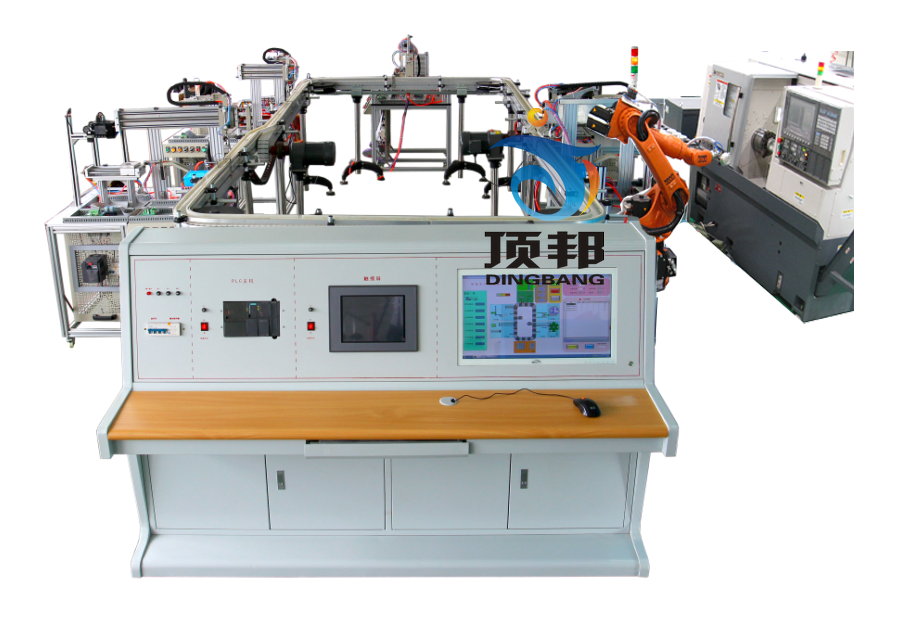
FMS柔性生产制造实验系统(工程型)是使用柔性制造技术中最具有代表性的制造自动化系统,可实现多品种、中小批量的加工管理。柔性制造技术是在自动化技术、信息技术及制造技术的基础上,将以往企业中相互独立的工程设计、生产制造及经营管理等过程,在计算机及其软件的支撑下,构成一个覆盖整个企业的完整而有机的系统,以实现全局动态最优化,总体高效益、高柔性,并进而赢得竞争全胜的智能制造技术。它是当今世界制造自动化技术发展的前沿科技。
专门为职业院校、职业教育培训机构研制的FMS柔性生产实验系统,根据机电类、自动化类、先进制造类行业、企业中工业对工业现场设备进行提炼和浓缩,并针对实验教学活动进行专门设计,融机、光、电、气,包含了PLC、机器人、传感器、气动、工业控制网络、电机驱动与控制、计算机等诸多技术领域,整个系统由MES生产管理系统自动化应用的特点,对柔性制造技术的工作过程进行研究,、MCGS监控系统、主控PLC和下位PLC通过网络通讯技术构成一个完整的多级计算机控制系统,通过训练,使学生了解FMS的基本组成和基本原理,让学生全面掌握机电一体化技术的应用开发和集成技术,帮助学生从系统整体角度去认识。
2、功能
既能完成认知型和综合型实验实训,又能完成开发设计型实验实训,还能实现学生现场动手操作和网络计算机同步观测与分析相结合;对样件具有全程演示及生产能力;系统应具有全自动控制功能,能充分展示现代工业中进行数字化管理生产的各个环节;系统应具有单机独立控制、独立运行功能;系统应具有启停控制、动态作业计划调度、库存资源动态显示、系统故障诊断与处理、工件位置动态显示等等功能。
该系统除能服务于工程训练实践教学环节外,还应能覆盖相关课程,并能进行相关的实践性教学环节,具体如下:
(1)可服务的相关课程
数控技术、机器人技术基础与操作、机械制造基础、机械工程测试技术、机电传动控制、液压与气压传动、机器人技术与应用、机电一体化系统设计、数控技术、机电系统仿真、CAD/CAM、PLC原理及应用、数字化制造技术、机电设备故障诊断、先进制造技术、多轴数控加工技术、虚拟与仿真技术等,和其它相关课程。
(2)教学演示类项目
柔性化加工系统演示、远程控制演示、机电控管一体化技术演示、自动传输系统演示、工件自动装配演示、数控编程使用、机器人编程使用、产品自动仓储系统演示等等。
(3)专业综合训练类、设计类等项目
机械制造技术项目综合训练、机床检测综合实验、数字化技术项目综合训练、多轴数控技术项目综合训练、机电控制综合实验、机电一体化系统综合设计、机电一体化系统综合设计、工件传输线应用设计、工件装配项目应用设计、立体仓库应用设计、气压系统应用设计、系统供电方案应用设计、计算机辅助工艺规程设计、数据库应用及开发、总控系统的应用与开发、传感器应用与选择、PLC应用编程设计、PLC网格通讯应用、伺服驱动应用、人机界面编程设计、远程组态系统设计、生产实习、毕业实习、毕业设计等等。
二、技术性能
1. 输入电源:单相三线~220V±10% 50Hz
2. 工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃) 海拔<4000m
3. 装置容量:<2.5kVA
4. 外形尺寸:7000mm×5500mm×2400mm
5. 安全保护:具有漏电保护,安全符合国家标准
三、实训内容
1、PLC的设计与应用
(1) 数据传输功能实训
(2) 定时、计数、移位功能实训
(3) 比较功能实训
(4) 步进功能的应用实训
(5) 跳转功能的应用实训
(6) 子程序调用功能的应用实训
(7) 中断控制功能的应用实训
(8) 变频调速的PWM控制功能的应用实训
(9) 伺服电机速度位置控制功能的应用实训
(10) 检测系统的程序设计
(11) 变频调速环行自动传输系统的程序设计
(12) 自动储存系统的程序设计
2、传感器技术及应用
(1) 光电传感器的特性研究及应用
(2) 电感传感器的特性研究及应用
(3) 电磁传感器的特性研究及应用
(4) 位置传感器的特性研究及应用
3、气动控制技术
(1) 电控气动阀的工作原理及应用
(2) 真空发生器的工作原理及应用
(3) 气动二联体的工作原理及应用
(4) 各种气缸的工作原理及应用
4、运动控制系统
(1) 伺服电机定位的控制技术
(2) 直流电机的控制技术
(3) 交流电机的变频调速技术
(4) 步进电机的定位控制技术
5、组态监控及人机界面技术
(1) 组态监控软件的基本应用
(2) 组态监控软件通信应用实训
6、机械结构训练技术
(1) 同步带传动机构的设计及特性研究
(2) 直齿轮传动机构的设计及特性研究
(3) 锥齿轮传动机构的设计及特性研究
(4) 直线导轨的设计及特性研究
(5) 滚珠丝杆的特性研究及应用
7、故障检测技术技能培训
(1) 程序故障设置的排除训练
(2) 参数故障设置的排除训练
(3) 电气接线故障设置的排除训练
(4) 机械故障设置的排除训练
8、网络通讯技术和PROFIBUS总线技术
(1) 网络通讯基础的原理与应用
(2) PROFIBUS-DP模块的研究与应用
(3) PROFIBUS通讯协议的研究与应用
(4) PROFIBUS主站与从站之间的通讯研究
9、工业机器人实训
(1) 工业机器人示教单元使用
(2) 工业机器人基本指令操作与位置点设置
(3) 工业机器人软件使用
(4) 工业机器人工件的跟踪抓取
(5) 工业机器人成品组装与入库
10、数控系统实训
(1) 数控系统的使用操作
(2) 数控编程
(3) 数控系统的调试
四、系统组成
1、系统的硬件由九个基本单元站组成
(一)总控平台
总控平台主要由单相电网电压指示、电源控制部分、控制主机、状态指示灯、10.4英寸工业彩色触摸屏S7-315主机,电脑等组成,主要完成监视各分站的工作状态并协调各站运行,完成工业控制网络的集成。
(二)1、上料单元
上料单元主要由料斗、回转台、螺旋导料机构、直流减速电机、光电开关等组成。主要完成将工件从回传上料台依次送到搬运工位。
2、搬运单元
由机械手、移动滑台、安装工作台、工业导轨、齿轮齿条、配重块等组成,主要完成对工件的搬运。
(三)1、 6自由度工业机器人单元
由6自由度工业机器人、抓取机构、气爪等组成,主要完成对工件的提取及搬运安装。
2、加工中心
数控加工中心台湾BT40主轴单元(8000转)斗笠12把刀库,武汉华中伺服数控系统三轴线规,定位精度0.005mm全防护设计,美观大方。配置3.7kw伺服主轴,可刚性攻丝。
(三) 1、搬运单元
由无杆气缸、提拉气缸、机械手爪、废料台等组成,主要完成对工件的搬运分拣。
2、图像形状检测单元
图像处理单元主要由光源、镜头、CCD照相机、图像处理控制器、显示器等组成。主要检测加工完成后工件外观形状品质是否合格,通过摄像头获取工件的图像,由图像处理器完成工件合格与否的判断,将不合格工件剔除。
(四) 1、安装单元
由料筒、换料机构、推料机构等组成,主要完成对两种不同工件的上料及安装。
2、搬运单元
由无杆气缸、提拉气缸、机械手爪、废料台等组成,主要完成对工件的搬运分拣。
(五) 1、操作手单元
由机械手、横臂、回转台、机械手爪、等组成,主要完成对工件的搬运。
2、分类存储单元
由步进电机、滚珠丝杆、立体库、推料气缸、电磁阀等组成。主要完成对成品工件分类存储。
(六)环行自动输送线
环行自动输送线主要由铝合金型材基体、环行传输线、自动导向机构、变频调速系统、自动定位机构等组成。可完成对工件在不同速度下的输送,不同工位的自动定位,从而大大提高了自动环形传输线的工作效率。
(七)控制系统
控制系统主站采用西门子S7-300(CPU315-2DP),从站采用西门子S7-200(CPU224),各站之间使用ProfiBus-DP总线进行通讯,S7-200从站主要用于控制与驱动设备层,并对现场反馈的信号进行采集,S7-300主站采集各从站数据,协调各站运行,并为上位机的监控程序提供数据,同时系统还配有工业以太网通信模块和10.4英寸彩色工业触摸屏,将触摸屏、S7-300主机、电脑间组建成以太网络。可以完成系统控制网络的集成。
X
截屏,微信识别二维码
微信号:13817525788
(点击微信号复制,添加好友)
打开微信
微信号已复制,请打开微信添加咨询详情!