一、实验目的
1、 巩固转子动平衡知识,加深对转子动平衡概念的理解;
2、 掌握刚性转子动平衡实验的原理及基本方法。
二、实验设备与工具
1、动平衡试验机
2、试件(试验转子)
3、天平
4、平衡块(若干)及橡胶泥(少许)。
三、主要技术参数
(1)电动机转速:1400转/分 ±2 0.01千转/分
(2)方位:0~36.0等分度圆周 ±2 0.1等分
(3)偏量:0~1999g.mm/kg ±2 1g.mm/kg
(4)电源:220V;50HZ;180W (100倍时)
四、实验原理及步骤
1、动平衡的结构
本实验采用动平衡实验台,其结构如图1所示。待平衡的试件1安放在框形摆架的支承滚轮上,摆架的左端与工字形板簧3固结,右端呈悬臂,电动机4通过皮带带动试件旋转;当试件有不平衡质量存在时,则产生离心惯性力使摆架绕工字型板簧做上下周期性的微量振动,通过千分表5可观察振幅的大小。
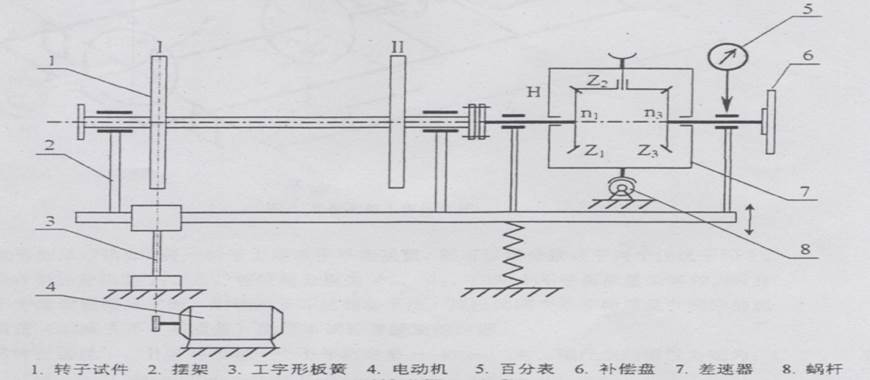
图1 转子动平衡实验台简图
试件的不平衡质量的大小和相位可通过安装在摆架的右端的测量系统获得,这个测量系统由补偿盘6和差速器7组成。差速器的左端为转动输入端(n
1)通过柔性连轴器与试件连接;右端为输出端(n
3)与补偿盘相连接。
差速器由齿数和模数相同三个圆锥齿轮和一个蜗轮(转臂H)组成。当转臂蜗轮不转动时,n
3=-n
1 即补偿盘的转速n
3 与试件的转速n
1 大小相等转向相反,当通过手柄摇动蜗杆8从而带动蜗轮轴n
H 转动时,可得出n
3=2n
H-n
1 ,即n
3≠-n
1,所以摇动蜗杆可改变补偿盘与试件之间的相对角位移。
图2所示为动平衡机工作原理图,试件转动后不平衡质量产生的离心惯性力F=

mr
它可分解成垂直分力F
y 和水平分力F
x,由于平衡机的工字型板簧在摆架在水平方向(绕y轴)的抗弯刚度很大,所以水平分力F
x对摆架的振动影响很小,可忽略不计。而在垂直方向(绕x轴)的抗弯刚度小,因此垂直分力产生的力矩M=F
y×l=

mrlsimφ的作用下,使摆架产生周期性的上下振动。
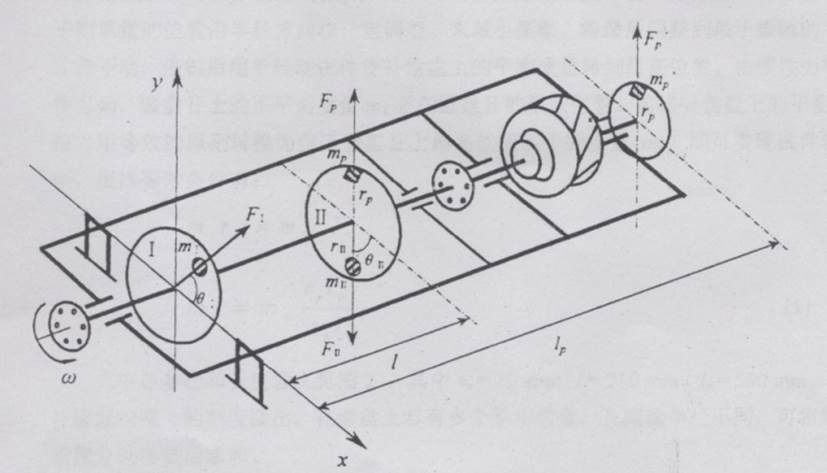
图2 动平衡试验机工作原理
由动平衡原理可知,任一转子上诸多不平衡质量,都可以用分别处于任选两个平面Ⅰ、Ⅱ内,回转半径分别为r
Ⅰ 、r
Ⅱ ,相位角分别为θ
Ⅰ 、θ
Ⅱ ,的两个不平衡质量来等效,只要这两个不平衡质量得到平衡,则该转子即达到动平衡。找出这两个不平衡质量并相应的加上平衡质量(或减去不平衡质量)就是本试验要解决的问题。
试件在圆盘Ⅰ、Ⅱ各等效着一个不平衡质量m
Ⅰ 、m
Ⅱ ,对x轴产生的惯性力矩为:
M
Ⅰ =0、M
Ⅱ=

m
Ⅱr
Ⅱlsin(θ
Ⅱ+ωt)
摆动振幅y到底灰姑娘力矩M
Ⅱ的最大值成正比:y∝

m
Ⅱr
Ⅱl,而不平衡质量m
Ⅰ 产生的惯性力以及皮带对转子的作用力均通过轴,所以不影响摆架的振动,因此可以分别平衡圆盘II和圆盘I。
本实验的基本方式是:首先,用补偿盘作为平衡平面,通过加平衡质量和利用差速器改变补偿盘与试件转子的相对角度,来平衡圆盘II上的离心惯性力,从而实现摆架的平衡;然后,将补偿盘上的平衡质量转移到圆盘II上,再实现转子的平衡。具体操作如下:
在补偿盘上带刻度的沟槽端部加一适当的质量,在试件旋转的状态下摇动蜗杆手柄使蜗轮转动(正转或反转),从而改变补偿盘与试件转子的相对角度,观察百分表振动使其达到最小,停止转动手柄。(摇动手柄要讲究方法;蜗杆安装在机架上,蜗轮安装在摆架上,两者之间有很大间隙,蜗杆转动一定角度后,稍微反转一下,脱离于蜗轮的接触,这样才能使摆架自由振动,这时观察振幅。通过间歇性地使蜗轮向前转动和观察振幅变化,最终可找到振幅最小的位置。)停机后在沟槽内再加一些平衡质量,再开机左右转动手柄,如振幅已很小(千分表摆动±2-3格)可认为摆架已达到平衡。亦可将最后加在沟槽内的平衡质量的位置沿半径方向作一定调整,来减小振幅。将最后调整到最小振幅的手柄位置保持不动,停机后用手转动试件使补偿盘上的平衡质量转到最高位置。由惯性力矩平衡条件可知,圆盘II上的不平衡质量 必在圆盘II的最低位置。再将补偿盘上的平衡质量

按力矩等效的原则转换为位于圆盘II上最高位置的平衡质量

,即可实现试件转子的平衡,根据等效条件有:
(1)
式中各半径和长度含义见图2,其中
,而

由补偿盘沟槽上的刻度读出。补偿盘上若有多个平衡质量,且装加半径不同,可将每一平衡质量分别等效后求和。
在平衡了圆盘II后,将试件转子从平衡机上去下,重新安装成以圆盘II为驱动轮,再按上述方法求出圆盘I上的平衡质量,整个平衡工作才算完成。
平衡后的理想情况是不再振动,但实际上总会残留较小的残余不平衡质量

。通过对平衡后转子的残留振动振幅

测量,可近似计算残余不平衡质量
。残余不平衡质量的大小在一定程度上反映了平衡精度。残余不平衡质量可由下式求出:

×平衡质量 (2)
2.实验步骤
1)将试件转子安装到摆架的滚轮上,把试件右端的法兰盘与差速器轴端的法兰盘用线绳松松地捆绑在一起组成一个柔性联轴器。装上传动皮带。
2)用手转动试件和摇动蜗杆上的手柄,检查各部分转动是否正常。松开摆架最右边的两对锁紧螺母,
调节右端支承弹簧高度,轻压一下摆架,观察摆架振动和百分表摆动是否灵活。在摆架平衡位置将千分表指针调零。
3)开机前卸下试件上合补偿盘上多余的平衡块,在试件的环形槽中加装3~4快平衡块。按下开启按钮启动电机,待摆架振动稳定后,记录原始振幅大小

(单位:格)后,停机。
4)在补偿的槽内距轴心最远处加上适当的平衡质量(两块平衡块)。开机后摇动蜗杆上的手柄,观察百分表振幅变化,当摇动到百分表振幅最小时,记录振幅的大小

,和蜗轮的位置角

(差速器外壳上有刻度指示),停机。
5)按试件转动方向用手转动试件,使补偿盘上的平衡块转到最高位置,取下平衡块
按照3/2的比例将其安装到试件圆盘II中相对应的最高位置槽内。
6)在补偿盘中上次安装平衡块的位置再加一定的质量(1块平衡块),开机。微调蜗杆上的手柄观察振幅,如振幅小于
,记录此时振幅

和蜗轮的位置角

,若
与
相同或略有改变,则表示实验进行正确:如振幅大于
,可在停机状态下调节平衡质量的装加半径

,直到振幅减小。
7)当调整到振幅很小时(百分表摆动±2-3格可视为已达平衡,停机。读出平衡质量的装加半径
,利用公式(1)计算应加圆盘II中的等效质量,在天平上用橡皮泥称出后按步骤5)方法加到圆盘II中。并取下补偿盘中的质量。
8)开机检测转子振动,若还在一些振动可适当调节一下平衡块的相位。记下残留振动振幅

,停机。
9)在实验报告的试验结果表格中,记录圆盘II上平衡质量的装加相位(直接读圆盘II上的刻度);取下平衡质量,在天平上称出数值,并记录;由公式(2)计算残余不平衡质量

。
10)将试件转子掉头,重复上面步骤1)~9,完成对圆盘I的平衡。
五、注意事项:
1. 动平衡的关键是找准相位,第一次就要把相位找准,当转子接近平衡时相位就不灵敏了。所以β
1、β
2是主要相位角。
2. 若转子振动不明显可多加一些不平衡块。
3.摇动蜗杆调节补偿盘时,要摇动一下蜗杆,再将其向返方向摇动一下,使蜗杆与蜗轮处于非捏紧状态,以观察振动情况。
转子动平衡实验报告
学院: 系: 专业: 班级:
姓名: 学号: 实验日期: 年 月 日
1. 振动测量:
|
项目 |
圆盘Ⅱ |
圆盘Ⅰ |
|
y0 (格) |
|
|
|
y1(格) |
|
|
|
β1(度) |
|
|
|
y2(格) |
|
|
|
|
|
β2(度) |
|
|
|
|
|
y′(格) |
|
|
2. 计算:
残余不平衡质量
 ×平衡质量=
×平衡质量=
3. 试验结果:
|
项目 |
平衡质量 |
装加半径 |
装加相位 |
残余不平衡质量 |
|
单位 |
克(g) |
毫米(mm) |
度(°) |
克(g) |
数
值 |
圆盘Ⅱ |
|
70 |
|
|
|
圆盘Ⅰ |
|
70 |
|
|